

Descripción del producto
Aplicaciones de las bombas ABEL SH:
- Transporte de lodos deshidratados o tortas de filtro, procedentes de:
– industrias y plantas municipales
– centrífugas, filtros prensa, de vacío y de banda
- Alimentación de lodos deshidratados o desecados, residuos peligrosos, disolventes y residuos químicos a incineradores.
- Aplicaciones mineras de relleno y transporte de lodos mineros pastosos.
Disponibles con certificación ATEX.
Productos difíciles y presiones extremadamente altas, la decisión es fácil: ABEL SH
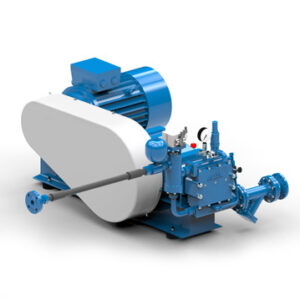
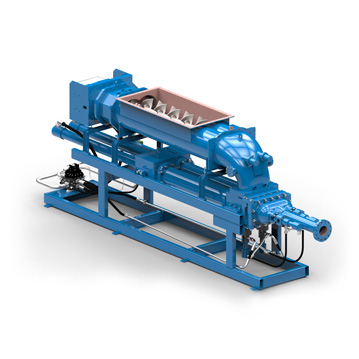
Las bombas ABEL SH de manejo de sólidos tienen un amplio rango de operación y son idóneas para un gran número de productos de bombeo y aplicaciones. Estas bombas de alta presión demuestran verdaderamente su valía cuando es preciso transportar, de forma segura y a alta presión, productos sumamente abrasivos, pastosos y compactos (por ejemplo, lodos deshidratados de depuradoras). Las bombas SH tienen un espesor de pared reforzado y una válvula de admisión de gran tamaño que, en combinación con una excelente relación de llenado, se traducen en una vida útil muy superior a lo normal.
Una bomba de manejo de sólidos SH se compone en total de cuatro componentes: la bomba en sí (formada por un transportador, el accionamiento y los cilindros de válvulas), la central hidráulica, el alimentador de tornillo (que se encarga de llenar de producto los cilindros de la bomba) y el panel de control con PCL. El controlador lógico programable es el cerebro del sistema y permite integrar la bomba en procesos complejos y en sistemas de control.